KE201/KE 251 乾式切削滾齒機
最大滾削外徑200mm/250mm最大滾削模數6
 |
KE201/KE251 不用暖機的完全乾式切削機 基座急彎的型狀設計及採用 高速的切屑輸送帶 將切屑在短時間排出。 而且採用獨自設計的冷卻系統 從開機加工開始可將O.B.D的 尺寸變化抑制在最小限。 技術創造的結晶 ・高速性提昇 ・精度提昇 ・操作性提昇 ・剛性提昇 ・FA對應 ・空間縮小 ・保養容易化 |
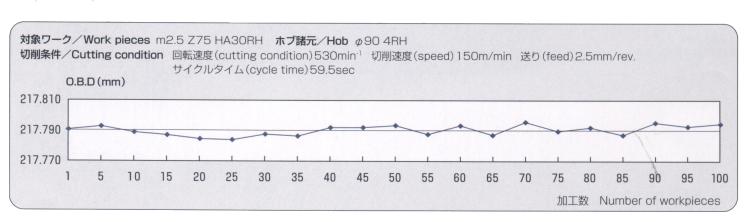
O.B.D值的變化
比以往機械更省空間的計設
實現了比以往機械省80%的空間。而且剛性提昇。加工汽車用的大型齒輪時可以不選擇高速工具鋼或超硬的刀具做強力的加工。
 |
|

|
|
Hobbing Machine | KE251 CNC | |
| 機械本体標準仕樣 | 1 | ||
| ■能力 | |||
| 可切削最大徑 | Max.Workpiece diameter | mm | 250 |
| 可切削最大節距 | Max.Module | modul | 6 |
| 滾刀鞍座垂直移動距離 | Max.Axial feed travel | mm | 240 |
| 滾刀主軸最大傾斜角度 | Max.hob head swivel | deg | ± 45° |
| 可切削齒數 | Min.~Max. No of teeth | 3~1000 | |
| 床台最高回轉數 | Max.Revolution of table | rpm | 125 |
| ■作業範圍 | |||
| 滾刀和床台的中心距離 | Center distance between hob and head | mm | 40~200 |
| 床台上面直徑 | Table top diameter | mm | 280 |
| 床台孔徑 | Table bore diameter | mm | 95 |
| 床台上面和支持頂心的距離 | Distance between table top and support center | mm | 395~745 |
| ■滾刀 | |||
| 可安裝滾刀的直徑*長度 | Max.Hob size diameter×length | mm | 130*180 |
| 滾刀刀桿安裝部的錐度 | Taper of spindle nose | NT40 | |
| 滾刀位移距離 | Max.Hob shift travel | mm | 150 |
| ■切削速度以及進給 | |||
| 滾刀回轉速度 | Max.Revolution of hob | rpm | 150~1400 |
| 垂直進給量 | Axial feed, infinity variable | mm/T.Rev | 0.01~10 |
| 水平進給量 | Radial feed, infinity variable | mm/T.Rev | 0.01~10 |
| 水平急速進給速度(X) | Radial rapid feed | mm/min | 9000 |
| 滾刀位移進給速度(Y) | Hob shift rapid feed | mm/min | 1500 |
| 垂直急速進給速度(Z) | Axial rapid feed | mm/min | 10000 |
| 滾刀主軸頭旋轉速度(A) | Min.seeting unit | deg/min | 900 |
| 最小設定單位 | mm(deg) | 0.001 | |
| ■電氣裝置及電動機 | |||
| 控制電壓 | AC100, 50/60 Hz | ||
| 總電力 | Total power | 30KVA | |
| 主軸電動機(AC主軸馬達) | Main motor,AC spindal motor | 15kw連續定格 | |
| 油壓泵浦電動機 | Hydraulic motor | 4P,2.2kw | |
| 潤滑油泵浦電動機(摺動面) | Lubrication motor | 4P,0.024kw | |
| 潤滑油泵浦電動機(摺動面) | Lubrication motor | 4P,0.18kw | |
| 冷卻水用泵浦電動機(循環給油) | Coolantpump motor | 2P,0.37kw | |
| 冷卻油用泵浦電動機 | Coolant pump motor | 2P,0.18kw | |
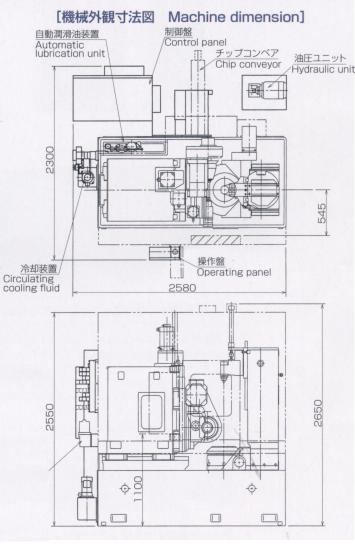
| ■所需佔地面積及質量 | |||
| 佔地面積寬*深*高 | Floor space,length×width×height | mm | 2580*2300*2650 |
| 本機質量 | Weight | kg | 9000 |
|
|
Hobbing Machine | KE251 CNC | ||
| 機械本体標準仕樣 | 2 | |||
| 項目 | 內 | 容 | ||
| 1度切削 | ||||
| 2度切削 | ||||
| 水平切削(多段進給) | ||||
| 1 | 切削循環 | 軸向2段進給 | ||
| 錐度齒切削 | ||||
| FS18i-MB | FANUC | |||
| 2 | NC控制裝置 | |||
| 可程式控制PMC-SB7 | FANUC | |||
| 常時監視主軸馬達驅動用電流、異常時 | ||||
| 3 | 主軸負荷自動監視機能 | 從下一循環加工自動減少刀具進給速度或於 | ||
| 下一循環加工停止 | ||||
| 4 | 滾刀主軸頭旋轉自動夾緊裝置 | |||
| 5 | 滾刀刀桿壓力夾緊裝置 | |||
| 6 | 油壓發生裝置 | NAICH II 附風冷、油量規) | ||
| 7 | 自動潤滑油裝置 | 摺動面集中給油 | ||
| 其他連續循環給油 | ||||
| 8 | 切削油防濺裝置 | 附手動橫軌門,上部開放型 | ||
| 9 | 兩手起動 | 門開時為安全起見各動作兩手起動 | ||
| 10 | 工件號碼選擇開關 | 按鈕加7位數LED4位表示方式 | ||
| 11 | 操作門互鎖 | 由近接開關作動 | ||
| 12 | 滾刀刀桿及套環 | 1組 | ||
| 13 | 作業工具 | 1式 | ||
| 14 | 冷卻裝置 | 床台及床台馬達法蘭部 | ||
| 15 | 床台背隙消除裝置 | 2分割蝸母型、由油壓自動切換 | ||
| 16 | 吹氣 | 滾刀冷卻、切屑去除、切屑冷卻 | ||
| 17 | 空氣噴槍 | 切屑處理 | ||
| 18 | 切屑滑落斜板 | 基台上面、床台周圍 | ||
|
※ |
此機為乾式及濕式切削兩用仕樣。 | |||
![]()