KASHIFUJI 高精密度加工機械KGC2
內徑研磨,外徑研磨,內齒研磨,內栓槽研磨,複合式研磨機
內徑研磨,內孔研磨,外徑研磨,內齒研磨,內栓槽研磨,高精密度加工機械KGC2
 |
KGC24軸控制的複合研磨機外徑研磨,外周圓筒研磨,內徑研磨,內齒研磨,內齒輪研磨,內栓槽研磨, 內六栓槽研磨,內角栓槽研磨最適用的C軸研磨。 |
對應所有複合研磨需要的工具群及其應用
刀具固定有予留的能力。 ATC誤差是零,保証高精度的刀具。而且無需交換的時間。還有無需每一次的砂輪修整。可以節省時間和延長壽命。即使加工可以很快但精度不理想的話則複研磨的效果會減半。重視精度、此觀念是KASHIFUJI的信條。 |
外徑、內孔內面研磨使用陶瓷CBN砂輪內栓槽使用CBN電著砂輪
 |
外徑研磨使用陶瓷CBN砂輪加工。準備有從 φ50到φ200砂輪所適用的多種類高精度主軸。 砂輪修整使用圓盤型鑽石修整裝置在機台上可以實施。不像 ATC型 研磨複合加工機無需每次都做修整。砂輪的壽命有壓倒性的優點。 |
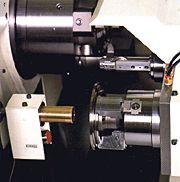
内面,內孔研磨使用陶瓷CBN砂輪做加工。準備有適用於 φ60的砂輪所適用的多種類高精度主軸和適合孔形狀的ARBOR。右 圖的照片是裝在L=125ARBOR的φ25砂輪安裝在30,000rpm高周波 主軸的例子。外徑、內面內孔的研磨的砂輪都可配合工件準備最合適的形狀、砂粒、結合劑的組合。 |
 |
 |
內徑的溝研磨使用CBN電著砂輪做加工。砂輪的斷面形狀可配合栓槽滿,角溝 ,漸開線,圓弧状等的工件形狀製作。準備有適合內徑從φ30到φ300的砂輪徑。範圍外的也可以做對應。還有外徑,內面、內孔的研磨砂輪也可以用電著砂輪做加工。 |
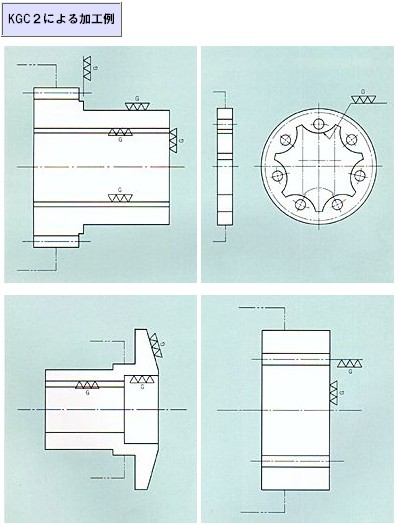
廣範圍的加工實例和應用
內齒輪的研磨加工C軸及Y軸機能保証獨特有效率的研磨。例如可以對應小徑從φ30到大 徑φ300的廣範圍的內齒輪研磨。 而且可同時裝備粗、精加工的砂輪軸。可以有效率實施有效率的有優越高表面粗度的內齒輪研磨。 |
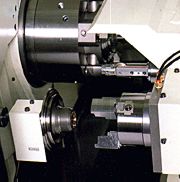
從正齒輪到螺旋齒輪的高精度C軸控制技術
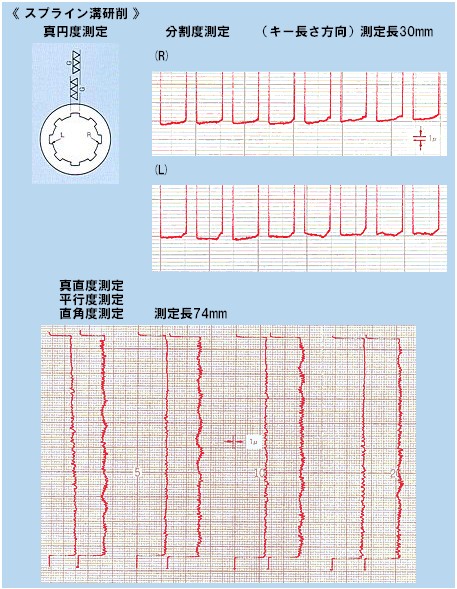
左邊的照片是表示由雙刀具所做的溝研磨加工。粗加工用以研削能率 做為重點設計,精加工用以得到面粗度的目的做設計。當然由極高精度的C軸分割精度可以確保溝的分割精度。 在裝備匣式刀具的矩陣刀庫上安裝旋轉台的話可由高精度的C軸控制技術做螺旋齒輪的加工。 匣式刀具的交換採用快按式交換非常容易。還有砂輪的交換 也做了標準化可以確保精度容易做操作。 |
  |
夾具各種裝置
 |
作業者 無需直接做夾緊作業只要將工綿插入夾持部即可開始作業。工件夾緊是自動而且安全的被實施因此無需熟練度 、數台作業也很容易。 各重要部位採用各種感應開關A、B兩種類似工件的混合生産也可以使用。也可防止逆向安裝。 |
夾緊裝置可以對應用途分別來做選擇。空壓 夾緊裝置、油壓夾緊裝置其他的隔膜式(Diaphragram)指夾式夾頭 ,擴張式夾頭,端面夾頭等可對應工件變形的難易度做使用。 確實的夾緊選擇活用高精密度的性能提昇加工部品的精度為基本的條件。 |
 |
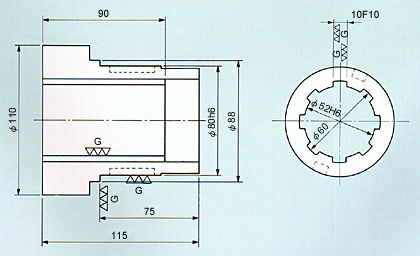  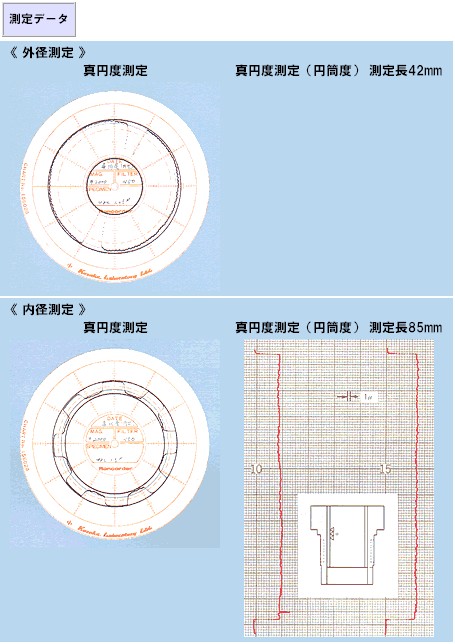  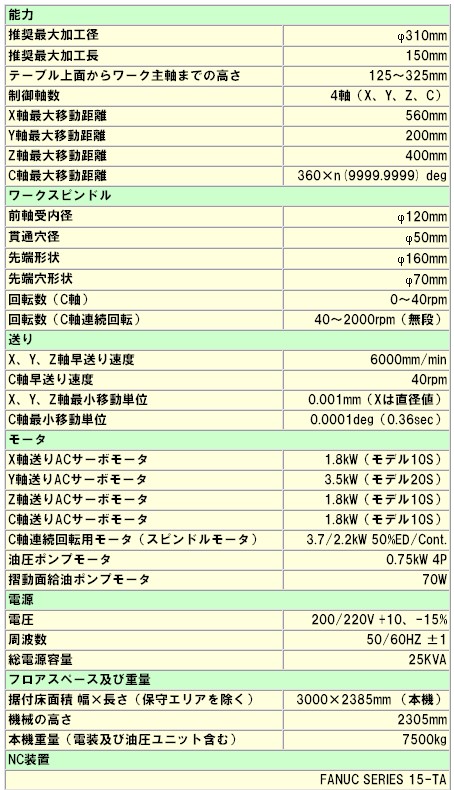 機械本体仕様  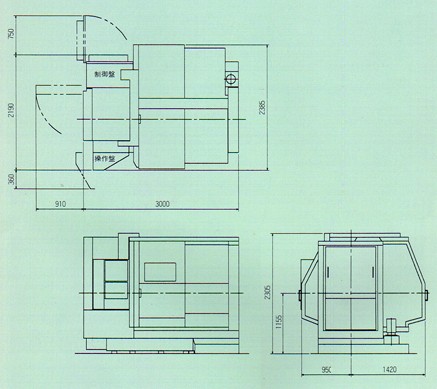 主要尺寸圖 |
標準附屬品
特別附屬品
|
齒輪,精密齒輪製造, 滾齒機,齒輪加工,CNC滾齒機,GEAR,KASHIFUJI, SKIVING,HOB, HOBING MACHINE,HARD HOBBING,
大型滾齒機,日本CNC滾齒機,乾式切削,硬滾切削,滾齒切削,複合式研磨機,螺旋轉子研磨機,旭聯國際企業
![]()